EN
JP
ALL ITEM
MEN'S
LADIES'
ACCESSORIES
SOLD
ABOUT
COLUMN
BLOG
ABOUT
CONCEPT
会社概要
通信販売
アフターケア
営業時間/アクセス
プライバシー・ポリシー
ALL ITEM
MEN'S
LADIES'
ACCESSORIES
SOLD
SOLD
ALL
Round
Calatrava
Rectangle
Others
Complications
Ladies’
COLUMN
BLOG
CONTACT
Rare, superb and valuable
pieces to the collectors worldwide
ref.3700
スティール、ジャンボ
ASK
ref.3466
スティール、自動巻
¥3,980,000.-(税込)
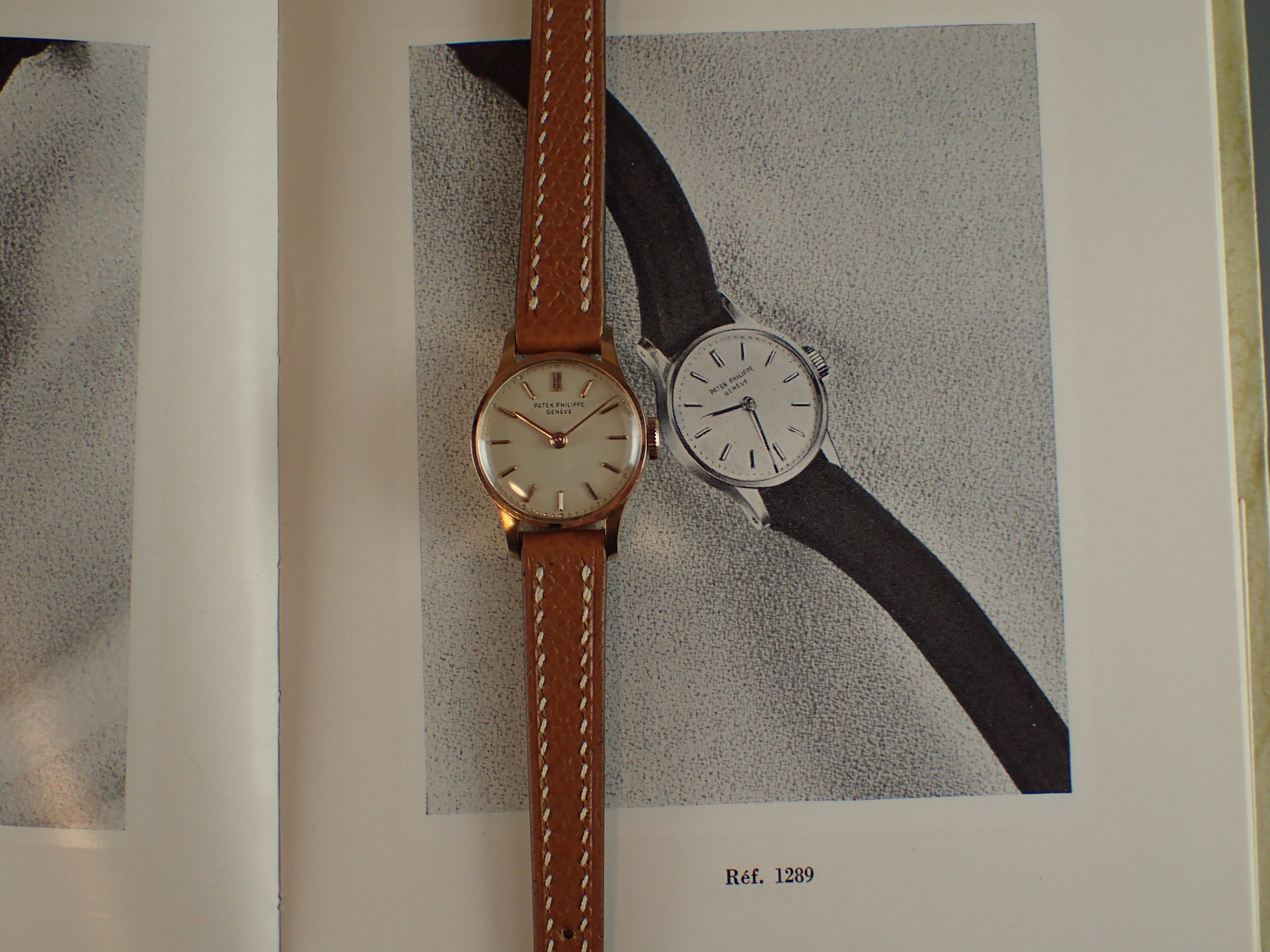
ref.1289
ローズ、レディースカラトラバ
¥1,480,000.-(税込)
ref.2481
イエロー、センターセコンド
¥2,980,000.-(税込)
ref.541
ローズ、ピンクオンピンク
ASK
ref.2295
ローズ、ローズダイヤル
¥3,280,000.-(税込)
ref.96
イエロー、アンティマグネティック
¥2,880,000.-(税込)
ref.570
ホワイト、センターセコンド
¥5,500,000.-(税込)
ref.3440
イエロー、イエローダイヤル
¥3,980,000.-(税込)
ref.3419
スティール、BEYER
¥3,680,000.-(税込)
ref.570
イエロー、アンティマグネティック
¥5,780,000.-(税込)
ref.1585
ローズ、フーデッド
¥2,980,000.-(税込)
ref.3148
イエロー、レディースカラトラバ
¥1,480,000.-(税込)
ref.600
イエロー、センターセコンド
¥2,800,000.-(税込)
ref.3589
ホワイト、GÜBELIN
¥2,280,000.-(税込)
No.8
クッション型、ブレゲインデックス
¥3,780,000.-(税込)
---
クッション、TIFFANY & Co.
¥2,200,000.-(税込)
ref.176
レディース、スティール
¥1,430,000.-(税込)
---
イエロー、エナメルインデックス
¥2,420,000.-(税込)
ref.3192
イエロー、レディース、保証書
¥1,280,000.-(税込)
Atlier Romane
Leather wristwatch holder
¥62,600(税込)
Patek Philippe
Brass store plates
for display
¥16,500(税込)
Patek Philippe
Brass store plates
for display
¥16,500(税込)
VIEW MORE